|
УНВ-3-5
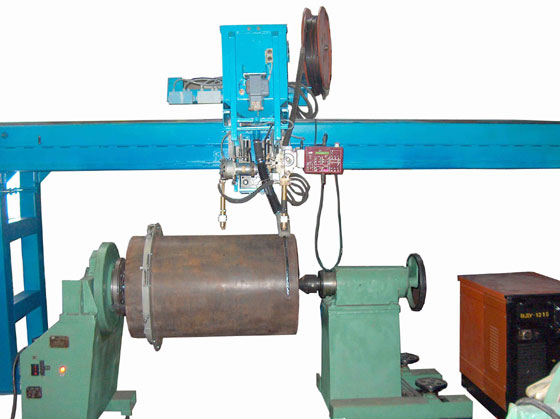
Назначение
Установка типа УНВ-3-5 предназначена для дуговой наплавки тел вращения, плоских поверхностей сплошной стальной проволокой под слоем флюса и/или порошковой.
Наплавка осуществляется стальным плавящимся электродом на постоянном токе обратной полярности ("+" выпрямителя на электроде, " - " на изделии). Для наплавки применяется сварочная проволока марки Св-08Г2С, Св-08ГС по ГОСТ 2246-70 и сварочный флюс АН-20, АН-26, АНЦ-1, АН-348А. Может применяться проволока и флюс других марок.
Основные функциональные возможности
Установка включает модуль продольного перемещения с тележкой, суппорта вертикального и горизонтального перемещения, выпрямитель, модуль подачи сплошной проволоки диаметром 3…5 мм, модуль подачи проволоки диаметром 1,0…3,0 мм, вращатель изделия, цифровую систему управления, выполненную в виде отдельных модулей. Управление производится с единого выносного пульта, имеющего цифровой дисплей. Система позволяет в режиме реального времени управлять периферийным оборудованием, входящим в состав установки, производить его тестирование перед наплавкой, запоминать и хранить в памяти рабочие настройки (39 вариантов режимов наплавки), выполнять необходимые измерения: скорости подачи проволоки, значений тока и напряжения.
Устройство управления позволяет вычислять необходимую скорость вращения изделия в зависимости от его диаметра и заданной скорости наплавки. Информация о состоянии оборудования, параметрах настройки и режимах наплавки выводится на экран дисплея.
Привода установки оборудованы датчиками положения, которые являются и датчиками скорости. Флюсовая система оборудована электрическим клапаном для включения подачи флюса в зону наплавки и электронным датчиком наличия флюса в бункере.
Питание установки осуществляется от сварочного выпрямителя ВДУ-1216, в котором расположен цифровой блок системы управления. Установка может располагаться от источника питания на расстоянии до 50 м (кабель по отдельному заказу).
Наплавка валов производится по спирали и "с отшагиванием", когда за один оборот изделия электрод перемещается на заданное расстояние по образующей цилиндра. Параметры перемещения электрода при наплавке задаются в меню перед наплавкой и безукоризненно выполняются. При невозможности выполнения заданных режимов процесс наплавки прекращается с сообщением причины сбоя. Таким образом исключается появление режимов не разрешенных оператором. Выполняется точная настройка параметров зажигания дуги, стабилизация параметров горения дуги, заварка кратера при окончании процесса наплавки и гашение дуги

Основные технические характеристики
|
Наименование параметра |
Норма |
| Номинальное напряжение питающей сети, В |
3х380 |
| Диапазон изменения напряжения питания, В |
340…400 |
| Максимальная длина детали, мм |
4200 |
| Потребляемая мощность, кВт (не более) |
120 |
| Род сварочного тока |
постоянный |
| Номинальный сварочный ток при ПВ=100%, А. |
1200 |
| Режим работы |
непрерывно |
| Длительность цикла, мин. |
неограниченно |
| Диаметр электродной проволоки, мм |
1,0…5,0 |
| Количество ведущих роликов |
4 |
| Масса электродной проволоки в кассете, кг. |
18 |
| Скорость подачи электродной проволоки 1-3 мм, м/мин. |
1-13 |
| Скорость подачи электродной проволоки 3-5 мм, м/час. |
20-180 |
| Точность поддержания скорости подачи проволоки, % (не хуже) |
1,0 |
| Скорость наплавки, м/час. |
9…100 |
| Диаметр изделия, мм. |
300…1500 |
| Максимальный вес наплавляемой детали, кг |
6300 (12500) |
| Количество электродов одновременно работающих |
1…6 |
| Система отсоса флюса |
Имеется |
| Наплавка в защитных газах |
Имеется |
| Наплавка лентой |
0,3х20…0,7х50 |
| Жидкостное охлаждение горелки (горелок) |
Имеется |
| Колебательное устройство (2…50 мм; 0,25…2 Гц) |
Имеется |
| Управление модулями установки, задание режимов наплавки, траектории движения. |
цифровое |
| Масса установки без вращателя изделия, кг |
3200 |
Габариты установки, мм
- высота
- ширина
- длина |
2200
1800
6100
|
[заказать]
|

