|
УНВ-1
Назначение
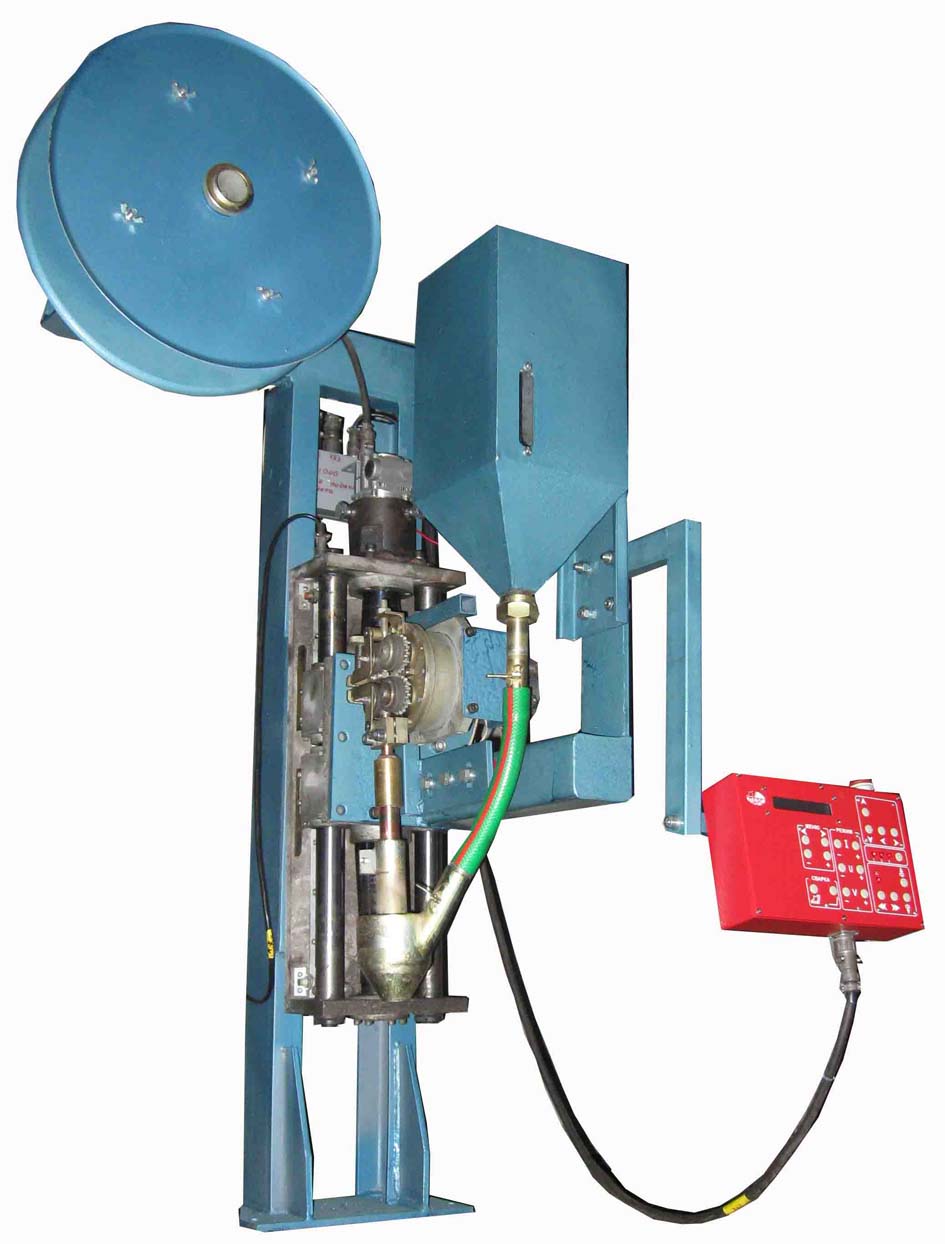
Специализированная установка УНВ-1, именуемая в дальнейшем "автомат", предназначена для
дуговой наплавки тел вращения сплошной стальной проволокой под слоем флюса или порошковой
самозащитной проволокой валов, крановых колес, конусов.
Автомат УНВ-1 предназначен для монтажа на суппорт токарного станка. Автомат УНВ-1 перемещается на
суппорте станка вдоль оси вала, смещение с зенита при наплавке производитс суппортом на станке.
Производится доработка токарного станка в части установки дополнительного модуля для
повышения передаточного отношения коробки передач передней бабки, устанавливается токоподвод для
обратного провода.
Наплавка осуществляется стальным плавящимся электродом на постоянном токе обратной полярности
("+" источника питания на электроде, " - " на изделии).
Для наплавки применяется сварочная проволока марки Св-08Г2С, Св-08ГС по ГОСТ 2246-70 и сварочный
флюс АН-20, АН-26, АНЦ-1, АН-348А. Может применяться проволока и флюс других марок.
Основные функциональные возможности
Установка оснащена цифровой системой управления, выполненной в виде 3-х отдельных блоков.
Управление производится с единого выносного пульта, имеющего цифровой дисплей. Система позволяет
в режиме реального времени управлять периферийным оборудованием, входящим в состав установки,
производить его тестирование перед наплавкой, запоминать и хранить в памяти рабочие настройки (20
вариантов режимов наплавки), выполнять необходимые измерения: скорости подачи проволоки, значений
тока и напряжения.
Информация о состоянии оборудования, параметрах настройки и режимах наплавки выводится на экран
дисплея.
Питание установки осуществляется от источника ВДУ-516, в который встроен блок цифровой системы
управления. Установка может располагаться от источника питания на расстоянии до 50 м
(кабель по отдельному заказу)
Основные технические характеристики
|
Наименование параметра |
Значение |
|
Монтаж |
На суппорте токарного станка |
|
Назначение |
Наплавка валов, крановых колес, конусов |
|
Диаметр валка, мм |
100…500 |
|
Длина вала, мм |
Величина ход суппорта токарного станка |
|
Ход вертикального суппорта, мм |
300 |
|
Привод вертикального суппорта |
Механизированный с датчиком положения |
|
Ход горизонтального суппорта, мм |
Величина ход суппорта токарного станка |
|
Способ наплавки |
Под слоем флюса |
|
Отсос флюса |
нет |
|
Колебания электрода |
нет |
|
Ток наплавки, А |
До 500 |
|
Диаметр проволоки, мм |
1,6…3,0 |
|
Емкость бункера для флюса, л |
15 |
|
Емкость кассеты для проволоки, кг |
40 |
|
Технология наплавки |
- одиночный кольцевой валик,
- кольцевые валики по спирали |
|
Возможность перехода на другую технологию в процессе наплавки |
нет |
|
Устройство управления |
Цифровое, модульное |
[заказать]
|

