|
Автомат для сварки под флюсом
АДСФ-1001/2001
Функциональные возможности
Автомат АДСФ-1001/2001 позволяет:
- провести 3D сканирование сварного шва или ввести траекторию по контрольным точкам с наложением вариантов заполнения разделки и режимов сварки;
- сварить по введенной траектории шва в 2D формате с автоматическим исполнением привязанных режимов сварки на заданном участке;
- выполнить поеперечные колебания электрода и модуляцию сварочного тока для качественного формирования корневых и швов с переменным зазором;
- выполнять сварку под флюсом с импульсами 0,1...3000 Гц одной или двумя проволоками в общую ванну;
- выполнять управляемую раскладку валиков при сварке в разделку;
- применить сварочные кабели малой массы с жидкостным охлаждением;
- задать и хранить в долговременной памяти 3D координаты и режимы сварки;
- провести полное тестирование автомата с сообщением неисправности;
- производить шагодуговую односторонную сварку сталей толщиной 20...80 мм за один проход;
- выполнить местное освещение места сварки от внутреннего источника;
- управлять периферийным оборудованием: жидкостным охладителем кабеля, а также вращателем, кантователем, устройством электроподогрева изделий и т.д.
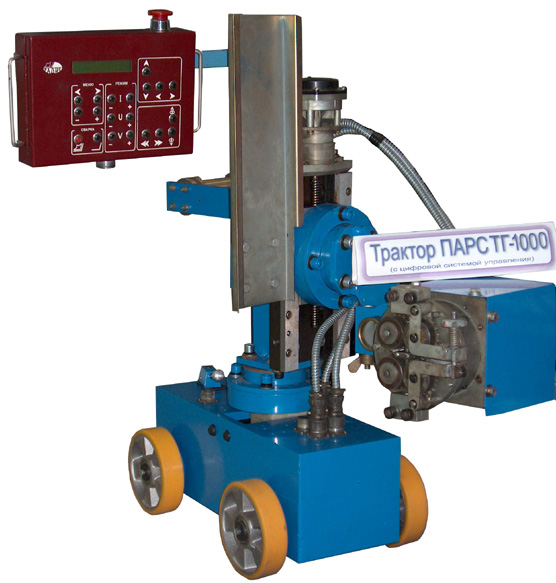
Конструкция автоматов
Автомат ПАРС АДСФ-1001/2001 оснащен 2-мя независимыми приводами перемещения: (А) - на задние колеса; (В) - через тянущий зубчатый ремень, закрепленный снаружи к направляющей автомата. Для подачи проволоки использованы 1..2 коническо-планетарный мотор-редуктор с электродвигателем постоянного тока. Суппорт вертикального пермещения с ходом 120 мм имеет ручной привод. Для точного наведения электрода на стык служит поперечный корректор с ходом 110 мм, расположенный в корпусе тележки автомата. Автоматы АДСФ 1001/2001 выполнены в модульном исполнении и для сварки внутри емкости быстро разбираются на составные части, легко транспортируются в ограниченное пространство, где затем быстро собираются. Замена смазки, регулировка и ремонт механических узлов в течение срока эксплуатации не производится. Для надежного подвода сварочного тока к проволоке используются мундштуки специальной конструкции серии МД. Связь автомата с выпрямителями ведется по 4-х проводному гибкому кабелю. Имеется графический экран для задания траектории, режимов, контроля параметров процесса сварки, связи по внутренней сети своим мастером, выхода в интеренет.
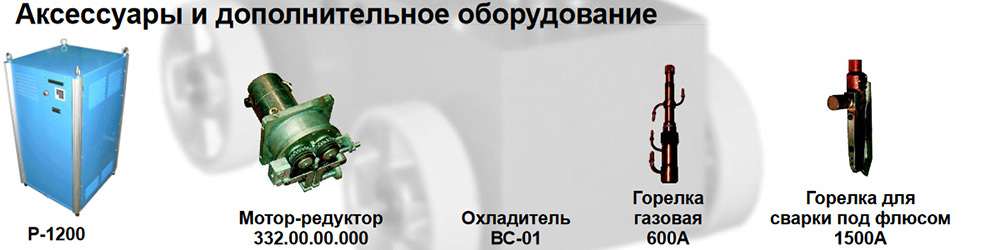
Технологические возможности Выпрямители инверторные P-1200 в комплекте с автоматом реализуют импульсную сварку под флюсом, MIG/MAG, РДС, строжку металла, предварительный подогрев и термическую обработку изделий радиационным нагревом и индукционным (частота до 3 кГц), питание устройства освещения рабочего места. Благодаря предварительной адаптации и программированию процесса сварки (траектории, режимов, импульсные воздействия и др.) автомат без влияния человека, реализует точное движение по траектории, сложные сварочные циклы для получения качественного сварного соединения, запись измеренных параметров процесса в выделенную облачную память.
Технические характеристики автоматов
|
Наименование |
АДСФ-1001 |
АДСФ-2001 |
| Производительность наплавки, кг/час |
до 21 |
до 30 |
| Питание |
48V DC |
48V DC |
| Номинальная мощность |
1000А ПВ100% |
2х1000А ПВ100% |
| Скорость сварки, м/мин |
0,01...1,7 |
0,01...1,7 |
| Скорость подачи, м/мин |
0,3...8 |
2х1,2...13 |
| Диаметр проволоки, мм |
2...6 |
2х1,2...4 |
| Вес, кг |
65 |
95 |
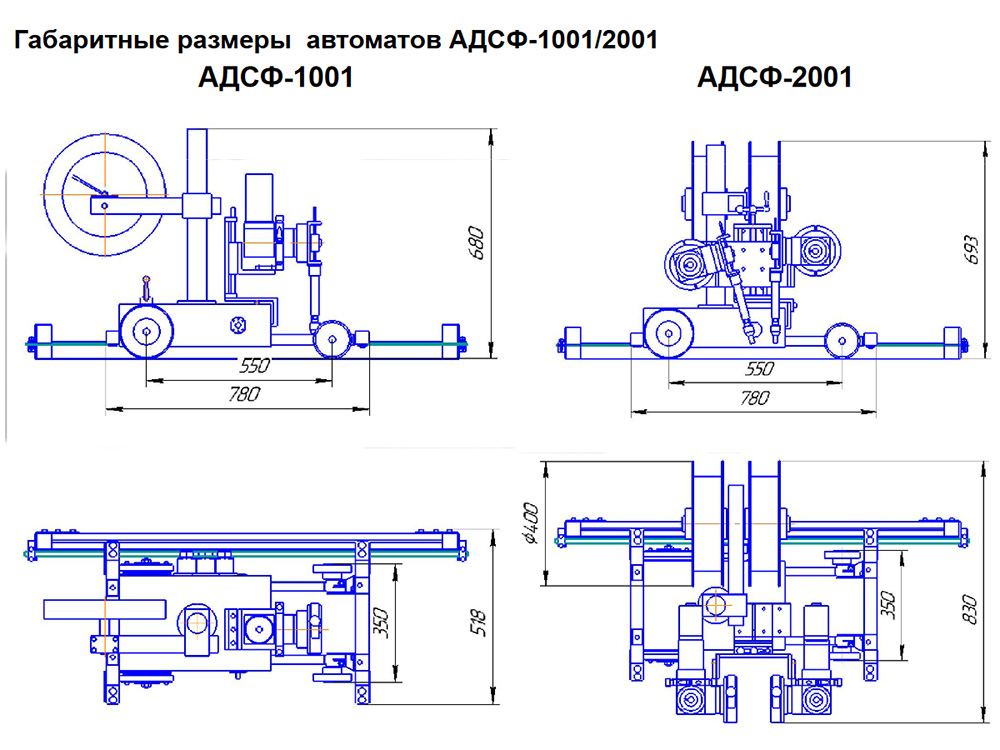
| Габариты размеры, мм |
518х780х680 |
830х780х695 |
[заказать]
|

